電気テクニカル工房(計測器 内部校正)
- 2020.05.27
- 電気

今回は校正をテーマにまとめました。技術担当者としては必ずぶち当たってきた問題だと、思いますのでご紹介いたします。
校正は品質を保証するために数値化して見れる貴重な作業です。ここで定義されるのは計量のトレーサビリティですISO/IEC Guideでは「個々の校正が測定の不確かさに寄与する、文書化された切れ目のない校正の連鎖を通じて、測定結果を計量参照に関連付けることができる測定結果の性質」とあります。 ~何やらはじめっから「お役所的」な文章が~
計量のトレーサビリティの構成要素
- 切れ目のない校正の連鎖
- 測定の不確かさ
- 文書化(校正記録・校正証明書)
- 能力(校正技術)
- 国際単位系(SI)への参照
- 適切な周期での再校正
上記の6項目を実施することにより,実施された校正の計量トレーサビリティが確約された事になります。
1. 切れ目のない校正の連鎖
- 校正された計測器は校正部署の管理下にあり、その管理下より越脱してはならない(修理又は外部校正を除く)
- 計測器管理表は名称、型式、製造番号、識別の管理番号(利用組織で作る管理番号)を管理する
- 計測器には識別の管理番号を張り付け、実施した校正の合格を明記したラベルに、証明校正実施日と有効期限と校正者名を明記する
- 校正計画に基づき校正の持続性を計る為、校正計画を行う
この内容はISO9001でおなじみの文面で経験された方々も多いものと多いと思います。
2. 測定の不確かさ
計測値のバラつきの程度を数値で定量的に表した尺度
1)外部校正
計測器の校正は設備及び精度の条件から外部校正機関での校正が望ましいが。基準器および標準のゲージ.基準電圧計(5~6桁表示程度のマルチメーター)等を外部校正としてそれらを用いて社内の計測器の校正を進めることがベストと思われます
基準器類



不確かさの評価
- 外部校正を依頼した場合に校正報告書は必ず添付してある(これはSI国際単位の最上位の基準器よりつながっている)拡張不確かさを確認して、内部校正の結果につなげてゆく証明書
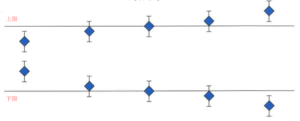
- 外部校正報告書に不確かさの評価がない場合、校正された測定値(Measured)に拡張不確かさ(±Uncert)をプロットした値が計測器(対象校正器)の確度(精度又は規格の上限下限値)の範囲内にあることを評価する
- ケース1 ケース2 ケース3 ケース4 ケース5
-
 APLAC TC004 から抜粋
APLAC TC004 から抜粋
ケース1
- 不確かさ区間の半分を上下に伸ばしても、校正結果は上限と下限の範囲にある。従って機器は規格に適合している
ケース2
- 校正結果は上下限範囲だが余裕については不確かさ区間の半分に満たない。従って適合の宣言はできない。しかし信頼の水準が95%以下が容認できているなら適合宣言は可能かも知れない
ケース3
- 校正結果は限界自体に乗っているしたがって適合も不適合も宣言できない。しかし、信頼水準が95%以下が容認でき、規格限界が試験結果≦上限 又は試験結果≧下限で定義されるなら適合の宣言は可能かもしれない。
- 校正結果の限界が試験結果<上限 又は試験結果>下限で定義されるなら不適合の宣言が可能かもしれない
ケース4
- 校正結果は上限又は下限を外れているが、余裕は不確かさ区間の半分に満たない。従って不適合は宣言できない。しかし95%以下の信頼の水準が容認できるなら、不適合の宣言は可能かもしれない。
ケース5
- 不確かさ区間のを上下に伸ばしても校正結果は上限又は下限に外れている。従って機器は規格に適合しない。
2) 内部校正
- 標準(基準)ゲージ、ウェート、電圧計、周波数計 その他を外部校正にかけ SI(国際単位)とトレーサビリティが取れていることを確認。
- 標準(基準)器の拡張不確かさと校正測定値を確認
- 校正される測定器の確度(精度)の確認(不確かさの評価の為の限度値)は校正される計測器の取扱説明書を参照する。(確度は計測器によりrdg精度とFs精度がある) 計測器の真値(設定値)に対して±確度をもって上限下限値とする。
- 外部校正の管理表朱字の上限下限値と同じ方法で進める。APLAC TC004 参照)
- 精度はメーカーが公称する製品の正確さのようなもので、メーカーによって異なる表記(製品精度、確度、繰り返し性. 等)をしています。
単に最大許容誤差(器差)=精度としている場合もあり、監視機器・測定器の値の決定や表明の仕方はメーカーに任されます。
任意で表明している値もあり、標準器の値としては国家規格、法令及び国際規格等には合致していないため、ご注意ください。
校正の不確かさ評価
- 測定の不確かさ Uv(Value) =標準偏差√n(nは測定回数 10回程度)
- 計測器の指示誤差 Uf (float) =最小読み取り値の1/2√3 (djt.1/2 矩形分布)
- 基準器の合成不確かさ Us(Standard**) =拡張不確かさ/2(電流を校正する場合は基準抵抗計と基準電圧計等と複数の基準器を用いる場合、使われた計測器すべての拡張不確かさ)
- 校正基準器が多品種にわたる場合不確かさのバジェットを作成すことも必要。
上記の値をもって合成不確かさを算出する
Uc=√(Uv²+Uf²+Us²・・・) 合成不確かさより拡張不確かさ算出 U(k=2)=2×Uc
計測器に与えられた上限下限の確度(精度)に対して、測定値に拡張不確かさを見積もった値が範囲内に分布されているかを確認する。校正毎にプロットして校正の推移を確認する。(APLAC TC004 参照)
3 文書化
校正計画や計測器の管理記録を継続して記録する
- 校正計画書/校正記録書(内部校正・外部校正)中間チェックなども含む
- 管理台帳(計測器一覧リスト・校正記録台帳)計測器受入検査・修理台帳
記録書
上記の校正試験所からの トレイサビリティ証明書と校正証明書を試験所に定められた有効校正期間内にまとめられていることが書類上確認できることが大事です。
これらの校正業務が円滑の行われるようにあらかじめ校正計画を作成して書面化する
- 計測器一覧表の作成
- 外部校正計画書と実績書の作成
- 内部校正計画書と実績書の作成
- 校正実績を表す表示を計測器に表示する(校正ラベル)校正実施日/校正有効期限/校正責任者/校正記録書と計測器がわかる管理番号を明記する
- 校正合格品からの越脱を明確にする手法
ISO9001の品質管理標準を経験された方は周知の内容かと思います。
4 能力(校正技術)
- 校正担当者はあらかじめ校正計画を実施遂行でき校正技能を有するものとする。
- 校正担当者は該当機関の責任者が任命した者がその業務にあたる。
5 国際単位系(SI)への参照
外部校正計測器の不確かさの検証
- 外部校正でも受入検査時に校正証明書に記載されている確度/規格値(限度値)に対して、校正時の測定値と付随する拡張不確かさが どの位置に分布しているかを検証する必要があります。
- 拡張不確かさはトレーサビリティを担保するものです。どのような測定器を持ちいて校正を実施したかの確認と同時に内部校正の不確かさを決定する大事な要因の一つです。
トレーサビリティ
- 校正証明書に記載のトレーサビリティ宣言証明を確認する
- 外部校正の為の参照標準機類のトレーサビリティ情報を確認し SIへの継続を確認する
外部校正機関
外部校正は指定校正機関で実施するのがベストです。機関特有のマークがありますので気付いている方も多いと思いますが簡単に紹介します。
iLac-MRA
- 試験所及び校正機関認定の相互認証取り決めを行い国際的な評価の継続的な国際規格・基準の適合が確認される
LAJapan
- MRAに対応する認定プログラムの認定を受けた試験所/校正機関組織
JCSS
- 計量法に基づく日本の校正事業登録制度。登録された業者はトレィサビリティの流れから iLac-MRA・LAJapan 、そして JCSSのお墨付きが証明されて認証マークが付与されます。
- JCSS系列参加とりまとめは JQA((財)日本品質保証機構) Nite((独)製品評価技術基盤機構)や JEMIC((独)日本電気計器検定所)JAB((財)日本適合性認定協会)があります。Nite では適合性認定とりまとめとして JNLA(Japan National Laboratory Accreditation)もあり。行政の外郭団体の多いのはこの国特有のものでしょうか?
- 国際規格 ISO/IEC17025の認証校正機関での実施がベストと考えられます
- 各機関にも得手不得手があるので内容を調査して外部校正を依頼することが良いと思います
海外での認証機関
- おなじみのULをはじめPJLA(Perry Johnson Laboratories Accreditation) ANAB(米国適合性認定機関) a2La (米国試験所認定協会)など各国の国家規格に基づいた校正試験所がありますが、すべて iLac-MRA へトレィサビリティがつながっております
6 適切な周期での再校正
- 定められた校正期間での校正実施と共に精度の継続を担保するために必要に応じて中間チェックなどを実施する。
- 修理などで管理下から越脱した場合は受入検査を実施して校正のずれがないかを確認する
最後に2017年にISO/IEC17025の要求事項の改定により、「校正・試験の不確かさ確認から、評価を行う」と内容が変化して戸惑っている実務者もいるかと思います。JNLAの翌年実施の監査でも指摘されているケースが見られています。
試験所や品質管理の技術者の皆様に参考になればと思い投稿いたしました。
-
前の記事

無線テクニカル工房(アンテナ製作 HB9CV 2m) 2020.04.27
-
次の記事

電気テクニカル(リチウムイオン電池) 2020.06.04